





nhãn hiệu:
RONGWIN
|
hai. phụ tùng máy |
|
|||||
|
|
mặt hàng |
số lượng |
đơn vị |
nhận xét |
||
|
1. |
phía trước di chuyển phong cách làm việc |
Null |
bộ |
phần tùy chọn |
||
|
·tải |
Null |
|
|
|||
|
·khoảng cách di chuyển |
Null |
|
|
|||
|
·tốc độ di chuyển |
Null |
|
|
|||
|
2. |
phanh ly hợp |
1 |
bộ |
|
||
|
ly hợp khô khí nén và phanh |
|
|
|
|||
|
3. |
thiết bị bảo vệ quá tải thủy lực |
1 |
bộ |
|
||
|
·bảo vệ đột quỵGiáo dục20mm |
|
|
|
|||
|
· Thời gian phục hồi tự động: trong120giây |
|
|
|
|||
|
·TÁp lực quá tải được đặt ở mức 105% công suất của máy ép, có thể được giải phóng tự động hoặc thủ công |
|
|
|
|||
|
4. |
cơ chế điều chỉnh trượt điện |
1 |
bộ |
|
||
|
·điều chỉnh tốc độ:50 mm / phút |
|
|
|
|||
|
·độ chính xác hiển thị chiều cao gắn trên slide± 0,1mm |
|
|
|
|||
|
|
|
|
|
|||
|
·vị trí trượt tự động điều chỉnh với điều chỉnh bằng tay |
|
|
|
|||
|
5.
|
bộ điều khiển (màn hình đầy màu sắc)
|
1 |
bộ |
đồng bằng đài loan |
||
|
·phong cách: tủ điện tách biệt |
|
|
|
|||
|
·bảng điều hành chính bao gồm các phần này, như dưới đây: |
|
|
|
|||
|
plc, thương hiệu đồng bằng |
|
|
|
|||
|
chỉ báo góc trục khuỷu (điện tử) |
|
|
|
|||
|
điện kế động cơ chính |
|
|
|
|||
|
chỉ báo thời gian đột quỵ (kiểu điện) |
|
|
|
|||
|
chỉ số vị trí chết thấp hơn |
|
|
|
|||
|
& emsp; & emsp; & emsp; & emsp; & emsp; & emsp; & emsp; & emsp; & emsp; & emsp;khóa chuyển đổi khóa |
|
|
|
|||
|
·Chức vụGiáo dụcbức tường phía trước bên phải củamáy móc |
|
|
|
|||
|
·điều chỉnh cam điều khiển |
|
|
|
|||
|
ly hợp,máy cắt áp suất không khí |
|
|
|
|||
|
phanh thoát mạch képkiểm soát và phát hiện |
|
|
|
|||
|
vòng lặp phát hiện lưới an toàn được bảo lưu |
|
|
|
|||
|
thiết bị phát hiện thả thứ hai |
|
|
|
|||
|
điều khiển dừng khẩn cấp mạch đôi |
|
|
|
|||
|
chặn dừng an toàn vàtủ khóa pin |
|
|
|
|||
|
giám sát van điện từ cho ly hợp và phanh |
|
|
|
|||
|
khóa dừng khẩn cấp
|
|
|
|
|||
|
6. |
thiết bị an toàn |
|
|
|
||
|
·thang đảm bảo công tắc và khóa máy chính |
1 |
bộ |
|
|||
|
·dừng khẩn cấp |
5 |
miếng |
|
|||
|
.laser bảo vệ an toàn |
2 |
miếng |
|
|||
|
Chức vụ:từng mảnh trên máy bên trái và phía trước, bên trái và mặt sau, bên phải và phía trước, bên phải và mặt sau và bảng điều khiển kiểu t; |
|
|
|
|||
|
·khối an toàn và pin an toàn |
2 |
miếng |
|
|||
|
7. |
phanh bánh đà |
1 |
bộ |
|
||
|
·bthời gian cào: trong vòng 120 giây |
|
|
|
|||
|
8. |
hệ thống bôi trơn máy |
1 |
bộ |
|
||
|
· Hệ thống bôi trơn tuần hoàn dầu mỏng |
|
|
|
|||
|
điểm bôi trơn: trục ổ đĩa, bánh răng, hướng dẫn trượt, ổ trục |
|
|
|
|||
|
· Hệ thống bôi trơn dầu mỏng không liên tục: |
|
|
|
|||
|
điểm bôi trơn: cân bằng |
滑 |
|
|
|||
|
.thệ thống bôi trơn tuần hoàn dầu hin: |
|
|
||||
|
|
|
|||||
|
10. |
cửa thoát khí(1 / 2b) |
2 |
nhóm |
|
||
|
|
|
|
|
|||
|
11. |
cửa xả(1 / 2b) |
2 |
nhóm |
|
||
|
· Điều chỉnh cam điều chỉnh |
|
|
|
|||
|
· |
|
|
|
|||
|
12. |
thay đổi nhanh chóng vị trí chết |
|
bộ |
phần tùy chọn |
||
|
chết di chuyển cánh tay |
|
|
|
|||
|
thiết bị nâng chết |
|
|
|
|||
|
thiết bị kẹp chết |
|
|
|
|||
|
13. |
giao diện điều khiển di chuyển t |
1 |
nhóm |
|
||
|
·số lượngGiáo dụcmột nhóm |
|
|
|
|||
|
·Chức vụGiáo dụcmặt trước bên phải và mặt sau của máy |
|
|
|
|||
|
·chức năng nútGiáo dục |
|
|
|
|||
|
nút hai tay |
|
|
|
|||
|
nút dừng khẩn cấp |
|
|
|
|||
|
nút dừng vị trí chết |
|
|
|
|||
|
nút reset |
|
|
|
|||
Cấu hình tiêu chuẩn của máy dập trục khuỷu, thương hiệu phụ tùng chính như sau:
1. bộ phận thủy lực và khí nén
mục
nhãn hiệu
1
van kết hợp
Nhật Bảnsmc
2
gấp đôikhớpvan điện từ
toyooki nhật bản
3
van điện từ
Đài Loan airtac
2.bộ phận cơ khí
mục
nhãn hiệu
nhận xét
1
phanh ly hợp
thương hiệu ompi
2
vật liệu lót
Nhật Bảnnok
3
mang
timken
3. bộ phận điện
mục
nhãn hiệu
nhận xét
1
plc
đồng bằng
2
màn hình cảm ứng
đồng bằng
3
biến tần
đồng bằng
4
bộ ngắt mạch
schneider
5
công tắc tơ
schneider
6
rngày mai
Nhật Bảnomron
7
an toàn laser
thương hiệu trung quốc
8
động cơ chính
thương hiệu trung quốc
9
động cơ điều chỉnh trượt
siemens
10
công tắc tiếp cận
schneider
11
nút công tắc điện
schneider
 Máy cơ khí 63t
Máy cơ khí 63t
máy báo hiệu lực 63 tấn, dùng để đục lỗ, hình dạng khác nhau . nhà máy của chúng tôi đã có hơn 15 năm kinh nghiệm để làm cho báo chí quyền lực này, chúng tôi có thể thiết kế công cụ đấm và chết theo bản vẽ sản phẩm của khách hàng. mọi lúc sẽ kiểm tra đấm máy sử dụng công cụ đục lỗ và chết để kiểm tra sản phẩm của khách hàng có thể được thực hiện hay không. xuyên qua quá trình này, chúng ta có thể tìm thấy nếu có bất kỳ lỗi nào đối với máy hoặc công cụ đục lỗ. đây là thường lệ của chúng tôi quy trình sản xuất, chất lượng máy móc là lời hứa của chúng tôi cho khách hàng.
đọc thêm cơ khí nhiều lỗ punch báo chí máy với cnc feeder
cơ khí nhiều lỗ punch báo chí máy với cnc feeder
các loại khung mở cơ khí nhiều lỗđấm máy épvới cnc feeder chủ yếu là sử dụng lỗ đục lỗ lưới. so với máy đục lỗ tháp pháo cnc. điều nàymáy đục lỗ đục lỗ tiết kiệm hơn
đọc thêm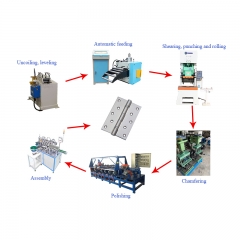 rongwin tự động cho ăn dây chuyền sản xuất bản lề cửa tùy chỉnh với máy ép điện dòng jh21
rongwin tự động cho ăn dây chuyền sản xuất bản lề cửa tùy chỉnh với máy ép điện dòng jh21
Công ty rongwin có thể tùy chỉnh dây chuyền sản xuất bản lề khác nhau, bạn chỉ cần cho chúng tôi biết yêu cầu về kiểu dáng và tốc độ sản phẩm mà bạn cần sản xuất, và các kỹ sư của chúng tôi sẽ đưa ra phương án phù hợp nhất cho bạn.tùy chỉnh máy móc và khuôn mẫu bạn cần và cung cấp cho bạn giải pháp một cửa
đọc thêm máy cắt thủy lực 5 trục cnc năng động
máy cắt thủy lực 5 trục cnc năng động
những loại máy cắt thủy lực 5 trục cnc năng động được sử dụng rộng rãi trong chế biến kim loại và đá, nó giữ vuông góc của cắt kim loại và khảm đá. góc bù tối đa +/- 10 độ.
đọc thêm chiều dọc 4000 chiều dài cnc v v máy thủy lực cho thép không gỉ
chiều dọc 4000 chiều dài cnc v v máy thủy lực cho thép không gỉ
rongwin thương hiệu dọc theo phong cách 4000 cnc cnc v được sử dụng rộng rãi trong tấm kim loại v-rãnh, u-rãnh và xử lý rãnh không đều khác, bao gồm thép không gỉ, nhôm, tấm nhôm, đồng, sắt, nhựa, gỗ, acrylic các tấm và các tấm đặc biệt khác. Về cơ bản, nó có thể được áp dụng cho quá trình xử lý rãnh v của kim loại tấm trước khi uốn.
đọc thêm guillotine kim loại tấm lưỡi cắt để bán
guillotine kim loại tấm lưỡi cắt để bán
chúng tôi có thể cung cấp các loại gạt kim loại tấm gạch chéo . cả oem lẫn odm đều có thể chấp nhận
đọc thêmliên kết thân thiện :
bản quyền © 2026 Nanjing Rongwin Machinery Technology Co.,Ltd.Đã đăng ký Bản quyền.
đội ngũ chuyên nghiệp để phục vụ !
 0086-(0)25-57226860
0086-(0)25-57226860 info@rongwin.com
info@rongwin.com















